
Great Potential in Ceramic 3D Printing
Ceramic 3D printing has firmly established itself as a forward-looking technology. According to research firm SmarTech, the global market is expected to reach $4.8 billion annually by 2030. Each year, new use cases emerge in fields such as chemical process engineering, analytical instruments, sensors, and medical devices. Ceramic additive manufacturing offers significant advantages over traditional techniques—especially for customers looking for more flexibility:
-
Required changes to a component can be made quickly and cost-effectively—no new tooling required.
-
3D-printed ceramic parts can replace metal or polymer components that were previously impossible to manufacture using traditional ceramic methods. This leads to increased durability and production stability.
-
The process enables complex single-piece components, replacing multi-part assemblies and reducing both procurement and assembly effort.
That’s the theory—but how does this look in practice? Let’s take a closer look at a real-world application where ceramic 3D printing helped reduce both costs and downtime.
Case Study: Check Valve for Fluid Atomization in Process Engineering
Industries like chemical processing, pharma, and food production regularly work with aggressive fluids that are extremely abrasive. These conditions pose a serious challenge to conventional materials.
Hardmetals such as tungsten carbide cobalt (WC-Co) are commonly used for such cases. However, some fluids don’t just contain hard particles—they also chemically attack the cobalt binder phase in the hardmetal, leading to component failure within hours. In short: these fluids are too corrosive for hardmetal.
Stainless steel 316L (1.4404) is a corrosion-resistant alternative and already a standard in process technology and medical instrumentation. In our case, stainless works well for straight-line piping, where abrasion is moderate. But in valves, bends, and nozzles—where flow is redirected—steel wears down too quickly. These areas require a much tougher material.
Enter ceramics: both alumina (Al₂O₃) and zirconia (ZrO₂) are known for their excellent corrosion resistance. However, alumina offers higher hardness and better wear resistance. Zirconia is also about twice as expensive and may degrade over time under hydrothermal conditions. That’s why high-purity alumina (99.9%) is the best match for this use case.
But one problem remains: how do you connect ceramic components to the steel-based periphery—especially when a hermetically sealed joint is required? The answer: combine the strengths of both materials.
3D-Printed Metal-Ceramic Assemblies as a Solution
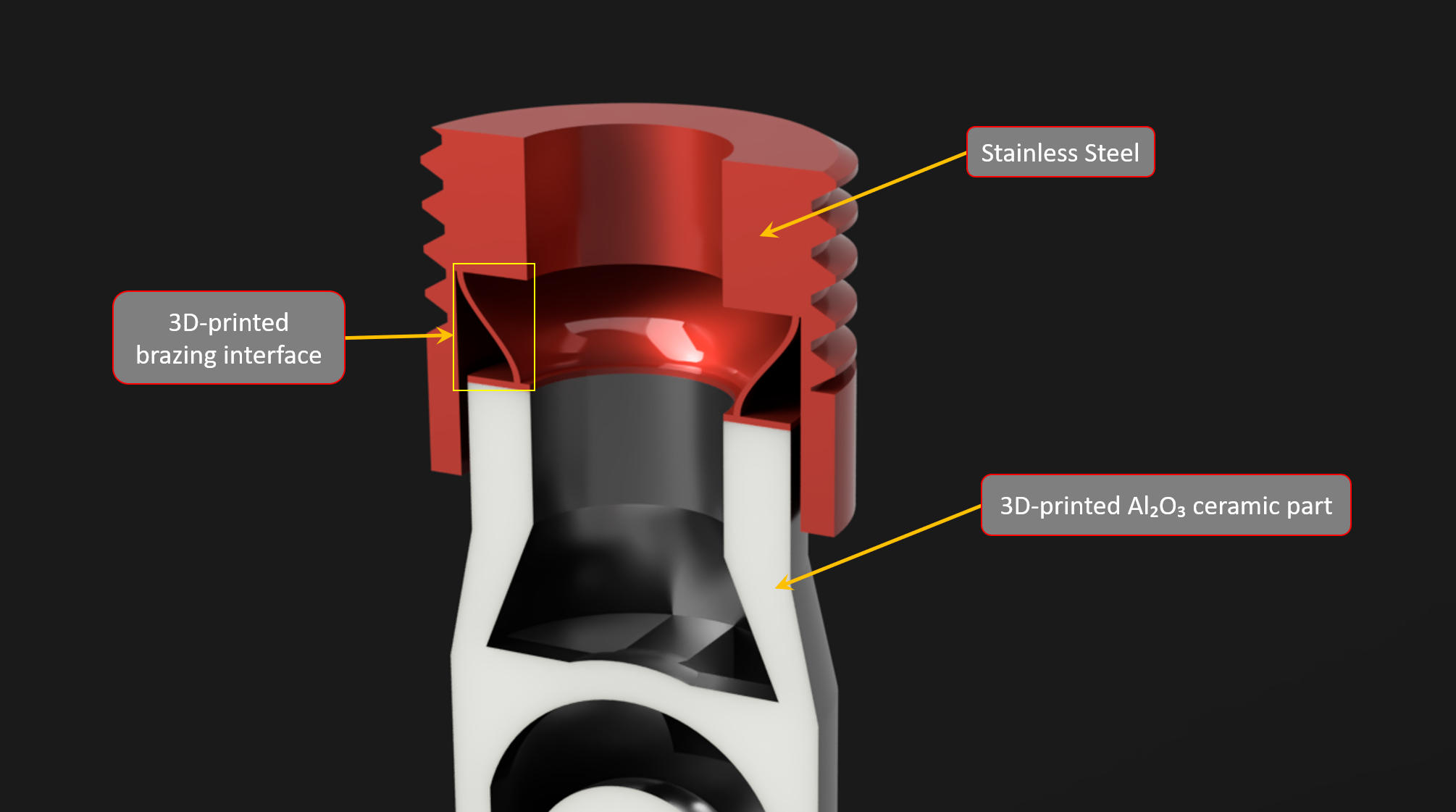
There are multiple ways to join metal and ceramics. For this application, active brazing was chosen for its long-term stability. Thanks to ceramic 3D printing, the contact area between metal and ceramic can be freely designed and quickly adjusted without expensive tooling. Conventional forming methods would require expensive retooling.
The main valve body—exposed to the aggressive fluid—was 3D printed from high-purity alumina using stereolithography. This ensured dimensional accuracy and enabled printing the complete part in a single step—including the internal ball component.
The metal adapters were 3D printed from stainless steel 316L (1.4404) using Selective Laser Melting (SLM) by our partner Lightway GmbH. These adapters form a hermetic seal with the peripheral system, enabling leak-free transport of corrosive media.
This design harnesses the strengths of both materials: ceramic for durability, steel for connectivity.
Overcoming the Thermal Expansion Challenge
Combining ceramics and metals is no small feat. The biggest hurdle is the difference in thermal expansion: alumina expands at 8 ppm/K, stainless steel at 22 ppm/K. This mismatch can introduce major stress at the joint during production and operation—potentially causing failure.
Again, 3D printing provides the solution: the freedom to individually design the transition zone. By using thin walls and stress-relieving structures at the joint, thermal stress can be absorbed dynamically.
Results
The resulting component met all client requirements. The connection is fully hermetic, and the ceramic core resists the aggressive medium far longer than any previously tested solution. This reduces maintenance cycles and keeps production running more smoothly.
Outlook
Following this success, we plan to expand our metal-ceramic technology into additional fields. Promising future applications include:
-
Sputter targets in vacuum systems, where the joint must remain not just hermetic, but vacuum-tight.
-
Food-grade nozzles, where ceramics offer hygiene benefits and long-term wear resistance. Hardmetals are unsuitable due to their cobalt content, and plastics degrade quickly or risk microplastic contamination.
You can find more ceramic 3D printing success stories on our website at hilgenberg-ceramics.com/news. Our additive manufacturing process offers the performance and design flexibility you need for your unique application.
{kind=link}
{kind=link}
{kind=link}
{kind=link}