Advantages of 3D Printing of Ceramics
Unmatched Design Freedom and Complex Geometries
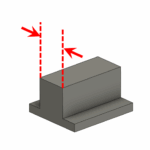
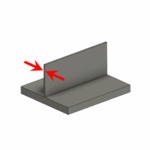
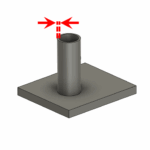
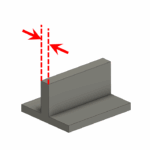
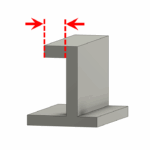
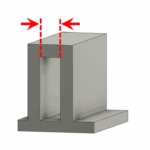
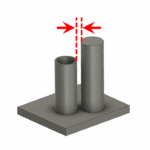
Our ceramic 3D printing enables fabrication of intricate geometries and fine structures unattainable through traditional manufacturing methods such as milling, grinding, pressing, or injection molding. Complex, lightweight geometries like bone-like scaffolds, thin-walled crucibles with wall thicknesses
down to 0.3 mm, and intricate internal channels or nozzles become easily achievable.
Threads as small as
M2 can be printed directly; however, for threads requiring higher precision and mechanical load capacity, we recommend our subsequent
CNC grinding.
High-Purity and Customizable Ceramic Materials
Our standard slurry formulations include high-purity 99.9%
Al₂O₃ and 3mol% Yttria-stabilized
ZrO₂ (YSZ). Additionally, we provide tailored blends such as Zirconia-Toughened Alumina
ATZ with standard formulations of ZTA-5%-ZrO₂ and ZTA-15%-ZrO₂, enabling customized solutions for specific application requirements.
Precision and Accuracy
Our DLP technology achieves a native pixel resolution of 50 µm, resulting in dimensional tolerances of
±1.5% (minimum ±0.15 mm). Accuracy limitations mainly arise from shrinkage-induced distortion during sintering. For applications demanding even greater precision, our
CNC grinding is available, capable of achieving tolerances up to
±5 µm on selected features.
Fully Dense, Gas-Tight Components
Despite a linear shrinkage of approximately 30% during sintering, our 3D-printed ceramic parts achieve densities up to
99.4% of theoretical density, making them
fully dense,
gas-tight, and suitable for demanding industrial applications.
Comparable Mechanical Strength to Machined Ceramics
The mechanical strength of our 3D-printed ceramics approaches that of conventionally machined ceramics. Ceramic strength is inherently statistical, influenced by microstructural defects. Although the layer-by-layer printing process has a slightly higher probability of microstructural irregularities compared to fully pressed and machined ceramics, the resultant strength difference is minimal for most applications.
If your application involves significant mechanical loading, we recommend consulting with our engineering team. We can suggest alternative solutions such as using tougher ceramics like
ZrO₂ or redesigning parts to minimize tensile stresses – ceramics typically withstand compressive stresses up to
10 times better than tensile loads.
Excellent Surface Quality
Our additive manufacturing process produces surfaces with roughness typically between
Ra 0.6 – 1.2 µm, depending on orientation during printing. For applications demanding superior surface finishes, we offer
CNC grinding and polishing services, achieving
mirror-polished surfaces down to
Ra = 0.01 µm.
Economically Viable for Small Complex Parts
While ceramic 3D printing scales with the cubic dimensions of the parts—meaning larger components become disproportionately costly—it offers unmatched economic efficiency for small, intricate parts. For small-sized geometries, our additive manufacturing service can even outperform ceramic injection molding in terms of cost-per-part.
Use our convenient
online pricing tool to quickly determine if ceramic 3D printing is the optimal solution for your project.