>> Partner With Our Experts To Engineer Your Parts Right The First Time<<
1. Engineering for the Application
1. Engineering for the Application



2. Engineering for Ceramics
2. Engineering for Ceramics
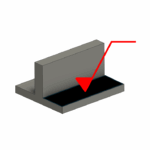
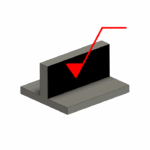
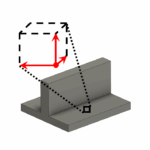
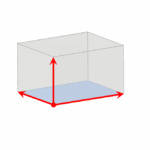
3.1 Engineering Guidelines for Ceramic 3D Printing
3.1 Engineering Guidelines for Ceramic 3D Printing
| Visual | Property / Requirement | Value |
|---|---|---|
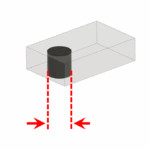
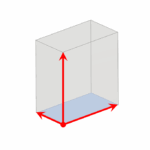 | Bounding Box (max. part size) | X: 74 mm / Y: 41 mm / Z: 80 mm |
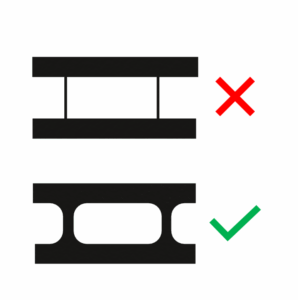
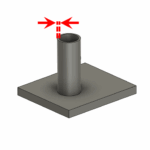
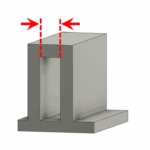
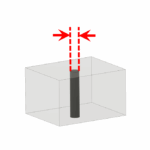
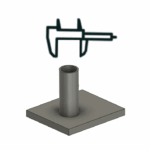
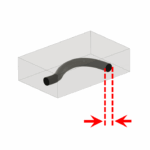 | Smallest printable channel | 1 mm |
 | Smallest printable hole in thin wall sections | 0.1 mm |
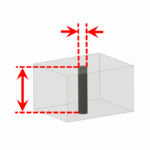
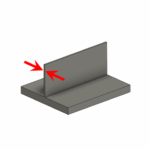
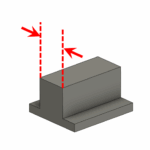 | Maximum wall thickness | 10 mm |
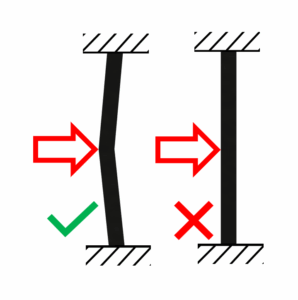
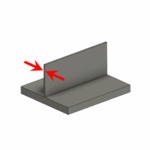 | Minimum wall thickness (free) | 0.5 mm |
 | Minimum wall thickness (self-supported, e.g. cylindrical tube) | 0.3 mm |
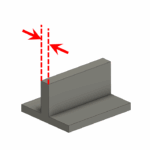 | Optimal wall thickness | 1–3 mm |
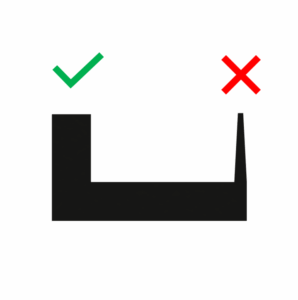
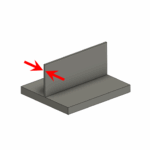
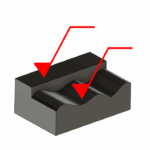
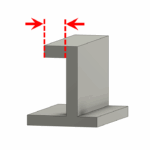 | Free overhang (without support structure) | up to 2 mm |
 | Free overhang on both sides (without support structure) | up to 3 mm |
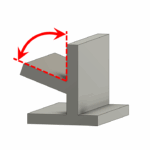 | Maximum free overhang angle (without support structure) | 70° |
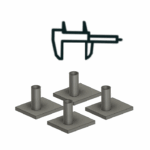
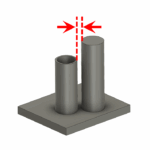
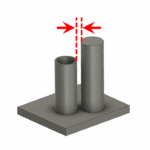 | Minimum distance between features | 2 mm |
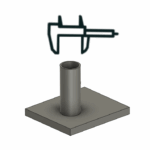 | General tolerance | ±1.5 % (minimum ±0.15 mm) |
 | Tolerance for bores | ±0.050 mm |
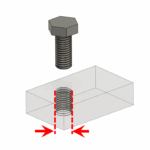
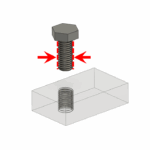
 | Smallest printable thread | M2 or larger, ground thread recom. |
 | In-layer roughness | Ra 0.4 |
 | Layer-to-layer roughness | Ra 1.5 |
 | Voxel size after sintering | 38 µm |
3.2 Engineering Guidelines for Milling of Ceramics
3.2 Engineering Guidelines for Milling of Ceramics
| Visual | Property / Requirement | Value |
|---|---|---|
 | Max. part size (approx.) | X: 400 mm / Y: 500 mm / Z: 300 mm |
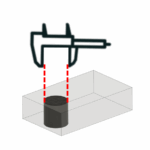
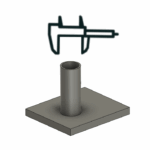
 | Smallest drillable hole (approx.) | 0.05 mm |
 | Drilled hole: Diameter/Length ratio (approx.) | 1:20 |
 | Minimum wall thickness (approx.) | 0.5 mm |
 | General tolerance | ±1 % (minimum ±0.1 mm) |
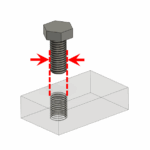
 | Smallest usable thread | M6 or larger, smaller threads must be ground |
 | Surface roughness (as-fired) | Ra 1.5 |
3.3 Engineering Guidelines for Grinding of Ceramics
3.3 Engineering Guidelines for Grinding of Ceramics
| Visual | Property / Requirement | Value |
|---|---|---|
 | Max. part size (approx.) | X: 200 mm / Y: 300 mm / Z: 350 mm |
 | Min. hole diameter (flat features, approx.) | 0.2 mm |
 | Minimum wall thickness | 0.1 mm |
 | General tolerance (prototypes, testing, small batches) | ±5 µm |
 | General tolerance (fully automated production) | ±10 µm |
 | Smallest grindable internal thread | Al₂O₃ and Si₃N₄ - M2 or larger ZrO₂ - M1 or larger |
 | Smallest grindable external thread | M0.5 or larger |
 | Surface roughness (flat & freeform) | surface finish down to Ra < 0.01 µm possible (mirror-polished) |
 | Minimum feature spacing (deep features) | 4 mm, smaller spacing may result in tapering due to tool deflection |